





引言
无锡退火热处理是一种重要的金属热处理工艺,广泛应用于机械制造、汽车制造、航空航天等领域。退火热处理的主要目的是消除金属工件在加工过程中产生的内应力,提高其机械性能和尺寸稳定性。为了确保退火热处理的顺利进行,制定一套规范化的操作流程至关重要。
退火热处理的基本原理
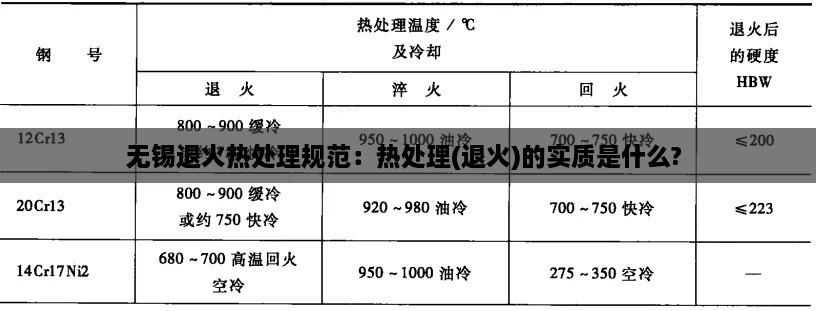
退火热处理是通过加热金属工件至一定温度,保持一段时间,然后缓慢冷却至室温的过程。在这个过程中,金属内部的微观结构会发生改变,从而消除内应力,提高金属的韧性、硬度和耐磨性。退火温度通常根据金属的种类和工件的具体要求来确定。
无锡退火热处理的规范要求
1. 工件准备
在进行退火热处理前,需要对工件进行彻底的清洁,去除表面的油污、锈蚀等杂质。工件表面应无裂纹、划痕等缺陷,以免影响热处理效果。
2. 加热规范
加热温度应根据工件的材料和尺寸来确定。一般而言,加热温度应略高于金属的再结晶温度,但不得低于金属的熔点。加热过程中,应保持炉内温度均匀,避免局部过热。
3. 加热时间
加热时间应保证工件内部充分加热,并使温度均匀分布。加热时间通常根据工件的材料、尺寸和加热温度来确定,一般控制在1-2小时之间。
4. 冷却规范
冷却方式对退火效果有很大影响。常用的冷却方式有空气冷却、水冷和油冷。冷却速度应根据工件的材料和尺寸来确定,一般采用空气冷却,避免水冷或油冷导致的工件变形或开裂。
5. 炉温控制
炉温控制是退火热处理的关键环节。应确保炉温在加热和冷却过程中保持稳定,避免温度波动过大,影响热处理效果。
6. 质量检测
退火完成后,应对工件进行质量检测,包括尺寸测量、硬度测试、金相分析等,以确保退火效果符合要求。
无锡退火热处理的注意事项
1. 避免氧化
在退火热处理过程中,应采取措施防止工件氧化,如使用保护气体、真空炉等。
2. 防止变形
加热和冷却过程中,应控制好温度和速度,避免工件变形。对于形状复杂的工件,可采用分段加热和冷却的方法。
3. 防止裂纹
在退火热处理过程中,应避免工件产生裂纹。对于易开裂的工件,可采取预热、分段加热等措施。
4. 严格操作规程
操作人员应严格按照退火热处理规范进行操作,确保退火效果。
总结
无锡退火热处理规范是确保工件质量的重要保障。通过遵循规范要求,可以有效提高金属工件的性能和尺寸稳定性。在实际操作中,应注重细节,严格控制各项参数,确保退火效果达到预期目标。
转载请注明来自嗅,本文标题:《无锡退火热处理规范:热处理(退火)的实质是什么? 》




 蜀ICP备2022005971号-1
蜀ICP备2022005971号-1
还没有评论,来说两句吧...